|
М. Горлов, А. Адамян, Л. Ануфриев, В. Емельянов, А. Строгонов Тренировка изделий электронной техники и электронных блоковВ составе отбраковочных испытаний изделий электронной техники (ИЭТ) (диодов, транзисторов, интегральных схем) во всех странах обязательно существует тренировка. Известно, что отказы возможны даже в хорошо освоенном производстве. По этой причине распростран╦нными способами повышения качества и над╦жности выпускаемой партии ИЭТ является тренировка их на выходном контроле завода-изготовителя. Теория и опыт показывают, что воздействие температуры, напряжения и мощности при тренировке ускоряют ранние отказы, тем самым сокращая их число при эксплуатации радиоэлектронной аппаратуры (РЭА).В условиях непрерывного усложнения современной РЭА многие потребители ИЭТ считают применение тренировок на входном контроле, особенно ИС, важнейшим средством повышения качества и над╦жности РЭА. Результаты испытаний нескольких миллионов ИС, провед╦нных центральной лабораторией электротехнической промышленности Франции, показали, что до 2% ИС отказывают на этапе приработки. Если в качестве примера рассмотреть электронные блоки, в которых установлено по 50 нетренированных ИС, то на этапе при╦мочного контроля больше половины таких блоков оказываются дефектными [1]. В промышленности, чтобы выявить ранние отказы РЭА, вводятся тренировки ИЭТ, то есть проводится ускоренное старение. В качестве примера можно указать, что наиболее распростран╦нной является тренировка ИЭТ в течение 168 ч. (одна неделя) при температуре 125ºС. Такая тренировка может быть эквивалентна эксплуатации изделия в течение года при нормальной температуре [2]. Тренировка - это метод отбраковки, при котором ИЭТ заставляют работать некоторое время в определ╦нных условиях окружающей среды с подачей или без подачи электрической нагрузки, рассчитанной таким образом, чтобы в процессе тренировки вызвать отказ потенциально ненад╦жных схем, не повреждая хорошие. Тренировка ускоряет старение ИЭТ и предназначается для "выжигания" ранних отказов, то есть отбраковки потенциально ненад╦жных ИЭТ и повышения над╦жности партии оставшихся в ней изделий. Следовательно, ИЭТ, выдержавшие тренировку, будут иметь более низкую и постоянную частоту отказов, что значительно повышает над╦жность РЭА, в которой они используются. Разумеется, тренировка ИЭТ да╦т положительные результаты только в том случае, когда до и после не╦ проводится контроль электрических параметров. Обычно считается, что тренировка, подобранная для конкретного типа ИЭТ, и последующие электрические испытания позволяют выявлять и отбраковывать 100% потенциально над╦жных изделий. На практике 5√20% от общего числа потенциально ненад╦жных изделий остаются невыявленными из-за ошибок оператора, недостатков испытательной аппаратуры и ограничения времени, в течение которого проводится тренировка изделий. Под тренировкой будем понимать все виды электротренировок (ЭТ), электротермотренировок (ЭТТ) и термотренировок (ТТ). Каждый из перечисленных видов тренировок имеет свои достоинства и недостатки, поэтому необходимо проведение работы по выбору вида тренировок, е╦ режима для конкретного типа ИЭТ. Прежде всего, необходимо добиться, чтобы при проведении тренировки ИЭТ по выбранной методике выявлялось бы не менее 95% потенциально ненад╦жных изделий. Данная величина достоверности результатов тренировки считается нормальной и зафиксирована военным стандартом США MIL-STD-883 [3]. К выбору конкретных методик тренировкии и е╦ режимов необходимо относится очень внимательно, с тем чтобы избрать наиболее оптимальный режим (в том числе, по времени и стоимости), позволяющий с небольшим процентом отбраковывать потенциально ненад╦жные схемы, и в то же время не вызывать появления новых дефектов, показывающих, что ид╦т ускоряющий процесс, снижающий неизвестно на-сколько над╦жность и долговечность изделий. Тренировка электронных блоков проводится, как правило, для того, чтобы выявить дефекты пайки, монтажа, а также ИЭТ, над╦жность которых была резко снижена в процессе изготовления блоков (например, перегрев изделий, воздействие случайных импульсов напряжений, токов, статического электричества и так далее). Анализ и подход к выбору конкретного вида тренировки и е╦ режимов рассматривается в данной статье на основе отечественной и зарубежной литературы и собственного опыта. Электротренировка изделий электронной техникиЭлектротренировка ИЭТ (или испытание на принудительный отказ) является эффективным и в то же время дорогим методом и проводится с целью отбраковки изделий, имеющих внутренние дефекты либо дефекты, связанные с отклонениями в технологическом процессе, которые могут вызвать в дальнейшем отказы, зависящие от времени и нагрузки. Цель ЭТ - обеспечить нагрузку, равную или несколько меньшую максимально допустимой при эксплуатации, или обеспечить такие эквивалентные условия испытаний, которые позволили бы за короткое время выявить максимальное число потенциально ненад╦жных изделий в испытываемой партии. ЭТ активных ИЭТ может проводиться следующими различными методами в режимах: статическом с обратным смещением переходов; в статическом с прямым смещением переходов; в динамиче-ском с последовательным или параллельным возбуждением; кольцевого генератора; энергоциклирования, то есть в режиме включено√выключено. Методы тренировки различных ИЭТ в принципе аналогичны, но значительно различаются в деталях. Выпрямительные диоды обычно тренируются в режиме с обратным смещением или в режиме однополупериодного выпрямления. Транзисторы могут подвергаться, наряду с прямым смещением, дополнительной тренировке с использованием обратного смещения. Мощные транзисторы тренируют или в таком же режиме, или в режиме, когда рассеиваемая мощность обеспечивает повышенную температуру переходов. Большая эффективность тренировки с обратным смещением, обнаруженная первоначально при испытаниях транзисторов, вызвала желание также поступить с ИС. Однако при воздействии отрицательного смещения, например, на ТТЛ ИС, примерно половина переходов оказывается смещ╦нной в обратном направлении, а другая половина - в прямом. При тренировке полупроводниковых приборов с прямым смещением тем-пература p-n-перехода возрастает до 150√170ºС в результате заданных электрических режимов, температура же корпуса при этом не превышает 25ºС; при тренировке приборов с обратным смещением температура окружающей среды выбирается равной 80√150ºС (то есть обязательно необходима тренировка при повышенной внешней температуре) [4]. Тренировка отдельных линейных ИС и МОП ИС, в которых возможны поверх-ностные дефекты, выполняется в режиме обратного смещения. Логические ИС обычно тренируются в режиме, когда все схемы переключаются с большой скоростью, принимая для этого возбуждение от внешнего программируемого устройства. Можно также соединить логические ИС в группу по кольцевой схеме с соответствующим числом (ч╦тным или неч╦тным) схем в каждом кольце, чтобы обеспечить положительную обратную связь. Выбор между статическими и динамическими режимами тренировки часто вызывает затруднения, так как каждый из них имеет преимущества и недостатки в ускорении отказов. Появление дефектов МОП-приборов из-за ионных загрязнений кристалла наиболее эффективно ускоряется высокой температурой и постоянным напряжением с полярностью, способствующей перемещению зарядов к границе Si_SiO2. Динамическое смещение созда╦т нужную полярность напряжения только в течение части динамического цикла, тогда как в остальной части цикла может происходить обратное перераспределение заряда. Механизм отказов, обусловленных случайными изолированными дефектами (например, точечными проколами), лучше обнаруживается с помощью динамического смещения, обеспечивающего подачу напряжения на все элементы схемы. Статическое смещение может не создать электрической нагрузки на малых дефектных участках. Поскольку воздействие статическим и динамическим смещениями не является абсолютно эффективным для всех типов дефектов ИС, его выбор должен основываться на знании ожидаемых механизмов отказов. Если предполагаются все типы отказов или могут возникнуть неизвестные "ранние", приборы следует испытывать как в статическом, так и в динамическом режимах. Важную роль в выборе режимов тренировки играют также и экономические аспекты. Режим энергоциклированияВ реальных условиях эксплуатации ИЭТ чаще всего работают периодически, то есть подвергаются внезапной подаче электрического режима, а затем внезапному его выключению. Замечено, что зачастую ИЭТ над╦жно работают в постоянно включенном режиме, но их над╦жность падает в зависимости от того, как часто режим включается и вы-ключается. Поэтому в последние годы стал широко использоваться при электротренировке прерывистый режим, то есть циклическое изменение электрических воздействий "включено-выключено", названный нами режимом энергоциклирования. Изделие может испытываться в любом режиме включения (статическом или в динамическом), но периодически прикладываются или отключаются установленные электрические входные сигналы. Наибольшее распространение режим энергоциклирования получил при изготовлении мощных транзисторов в пластмассовых корпусах. Если мощный транзистор подвергается многократным включениям и выключениям, то при некачественной пайке кристалла этот дефект будет выявляться при тренировке [5]. При этом перепад температуры перехода, соответствующий режимам включения и выключения, будет более 100ºС. Для маломощных транзисторов перепад температуры переходов, соответствующий режиму "включено-выключено", незначителен, вследствие чего до первого отказа они выдерживают значительно большее (на два и более порядка) число циклов, чем мощные изделия. Нами было проведено опробование режима энергоциклирования на маломощных ИС типа 1ЛБ061, прошедших полный технологический цикл изготовления до электротермотренировки. Режим энергоциклирования выбирался следующим: 5 минут включено - 5 минут выключено, испытания проводились при температуре окружающей среды 125ºС. Электрический режим соответствовал режиму испытаний этих схем на над╦жность: напряжение питания - 5,5 В, входные импульсы с частотой 50 Гц и скважностью 2. Испытания 320 ИС показали полное отсутствие отказов вплоть до 4500 энергоциклов наработки. Дальнейшие испытания этой же партии схем при нормальной температуре в течение 3000 энергоциклов не выявило отказов ИС. Очевидно, вероятной причиной полученных результатов является недостаточно высокая эффективность использования режима энергоциклов для маломощных ИС. Мощные кремниевые транзисторы типа 2Т837 в пластмассовом корпусе типа ТО-220 в серийном производстве подвергаются периодическим испытаниям на 3000 энергоциклов со временем "включено-выключено" по 6 минут. Электротермотренировка ИЭТБольшинство механизмов отказов ИЭТ ускоряются под воздействием температуры и напряжения или тока, поэтому в процессе тренировки изделия должны работать при максимально допустимом напряжении и максимально возможной температуре. Однако при этой температуре не должно быть тепловой перегрузки, изменений логических состояний, а также недопустима большая плотность тока в металлизации. Методы ЭТТ могут использоваться те же, что и для ЭТ, плюс внешние воздействия повышенной температуры. Температуры, при которых проводятся тренировки, составляют 55, 70, 85, 100, 125 и 150ºС. ЭТТ вед╦тся в специальных стендах при строгом контроле температуры. Эффективность ЭТТ сложных БИС зависит от используемых цепей возбуждения и нагрузки, а также температуры и продолжительности процесса тренировки. ЭТТ в статическом режиме способствует выявлению ИС с дефектами поверхности, которые проявляются в виде токов утечек или уменьшения быстродействия. ЭТТ в динамическом режиме выявляет дефекты ячеек запоминающих устройств (ЗУ) на МОП-транзисторах, обусловленные плохим качеством изготовления. Установлено, что в процессе отбраковки полупроводниковых изделий тридцатичасовая тренировка при температуре 150ºС эквивалентна режиму тренировки в течение 168 часов при температуре 125ºС. Однако следует учитывать, что при повышенных температурах могут возникать повреждения, обусловленные большими неконтролируемыми внутренними токами или другими причинами, которые не поддаются контролю при тренировке высокими температурами. Термотренировка ИЭТИзвестно, что некоторые несовершенства конструкции и нарушения технологии при изготовлении полупроводниковых изделий могут проявляться при испытаниях на хранение как при повышенных, так и при пониженных температурах. При повышенных температурах ускоряется диффузия примеси и зарядов на поверхности полупроводника, увеличивается подвижность ионов в оксиде, повышается влаго- и газоотделение частями изделия, ускоряется процесс старения сплавов, лучше выявляются механические напряжения. При пониженных температурах появляется воздействие термических напряжений на спаи и на p-n-переходы изделия. При изготовлении сплавных кремниевых диодов типов Д202-205, Д226 нами было определено, что ЭТТ в течение 96 часов при температуре 125ºС отбраковывала в два раза меньше дефектных диодов, чем "вымораживание", то есть хранение при температуре -60ºС в течение 8 часов. Преобладающей причиной возникающих дефектов диодов в обоих случаях была некачественная напайка кристалла на кристаллодержатель. В то же время "вымораживание" мощных логических ИС серий 106, 134 в количестве 600 штук при температуре -60ºС не дало никакого эффекта. Нами получено, что если процент отказов после ЭТТ составляет доли процента и более 90% отказов по электрическим параметрам, то ЭТТ с большой достоверностью (0,9) может быть заменена на термотренировку. Время ТТ должно быть не менее времени ЭТТ, но температура воздействия должна быть выше внешней температуры ЭТТ, то есть температура ТТ должна быть равна температуре p-n-переходов (кристалла) при ЭТТ. Практически это легко рассчитывается, так как в технических условиях на изделие всегда да╦тся значение теплового сопротивления "переход√среда". Например, когда при ЭТТ ИС типа КР1005ВИ1 в течение 72 часов при температуре 55ºС процент отказов до-стиг 0,3, при этом отсутствовали катастрофические отказы, провед╦нная на 800 схемах проверка воздействия ТТ в течение 72 часов при температуре 80ºС дала идентичные результаты. Продолжительность тренировок ИЭТПродолжительность тренировок оста╦тся проблемой как для изготовителя, так и для потребителя изделий. Малое число отказов может трактоваться как следствие недостаточной продолжительности испытаний и, наоборот, большое количество отказов может служить свидетельством чрезмерной продолжительности тренировки. Когда выбран оптимальный режим тренировки, необходимо найти для не╦ оптимальное время. Например, нами в течение нескольких лет проводился анализ отказов ИС серии 106 во время ЭТТ продолжительностью 168 часов на нескольких партиях разного периода изготовления. Получено, что во-первых, по мере внедрения конструктивно-технологических усовершенствований и отбраковочных испытаний снижается уровень отказов при ЭТТ, во-вторых, время появления отказов при этом увеличивается. В настоящее время длительность ЭТТ различных схем в разных режимах составляет 48, 72, 96, 120, 168, 240 часов, а в отдельных случаях и больше. По данным фирмы Fairchild Semicon-ductors, большая часть отказов происходит в первые 96 часов. В большинстве национальных стандартов, а также международных документов (например, публикация ╧ 747 МЭК) устанавливается объ╦м и последовательность проведения отбраковочных испытаний ИС, в которых включается ЭТТ продолжительностью 48, 96, 168 часов. По данным работы [6], типичная температура испытаний составляет 125ºС, а длительность испытаний при ЭТТ бер╦тся равной: минимально - 48 часов, максимально - 168. Оптимальной длительностью, с точки зрения экономической эффективности, считается 96 часов. Экспериментально подтверждается, что время ЭТТ МОП ИС всегда больше, чем биполярных схем. Согласно стандарту MIL-STD-883, ЭТТ проводится в течение 168 и 240 часов, в зависимости от класса над╦жности, при температуре 125ºС в динамическом режиме и 72 часа при 150ºС в статическом режиме при обратном смещении для изделий повышенной над╦жности [7]. Практически время ЭТТ устанавливается при проведении неоднократных испытаний на партиях изделий, изготовленных в разное время, пут╦м контроля электрических параметров через каждые 24 часа ЭТТ. Если, например, после 72 часов отказов не наблюдается, то время ЭТТ выбирается равным 96 часам, то есть определяется самим качеством изделий [4]. Анализ результатов испытаний показывают, что если более 50% отказов являются катастрофическими, то это говорит о неуправляемости и нестабильности технологического процесса. Отказы в этом случае проявляются практически в первые 12 часов ЭТТ. При ста-бильном технологическом процессе изготовления ИС, когда количество на ЭТТ менее 1%, анализ результатов испытаний показывает, что более 90% отказов ИС происходит от ухода их электрических параметров за установленные нормы. Стандарт MIL-STD-883 предусматривает, что после ЭТТ допустимый процент дефектных изделий не должен превышать 5%, а для изделий повышенного качества - 3% [7]. Анализ отказавших при ЭТТ ИС, имеющих выход электрических параметров за допуск, установленный в технических условиях, показал, что при перепроверке этих схем через 24√48 часов часть из них входит в допуск по параметрам, то есть они становятся годными. В большей степени это связано с нестабильностью поверхности полупроводникового кристалла. Если эти ИС поставить заказчикам, то при работе в аппаратуре они откажут в первую очередь. Поэтому нами были введены следующие ограничения на время проверки партии ИС после проведения ЭТТ - замер электрических параметров начинать практически сразу после изъятия схем из нагретой камеры стенда ЭТТ и заканчивать проверку всей парии не позднее 8 часов, то есть в одну рабочую смену. Испытания во время электротренировкиКак показано выше, в зависимости от достигнутого уровня технологии изготовления ИЭТ, от назначения и метода, ЭТ может длиться от 24 до 240 часов. Любой процесс такой длительности рассматривается изготовителями ИЭТ и РЭА как негативный, так как выпуск ценной продукции сразу задерживается на дни и недели. Тренировка да╦т мало информации: когда, где и почему происходят отказы. Она просто выявляет вышедшие из строя ИЭТ и зачастую после длительной проверки системы электрических параметров. Кроме того ЭТ не является управляемой в смысле ч╦ткой возможности познания, не отвечает на вопрос: есть ли контактирование в процессе тренировки по всем выводам ИЭТ или контакта нет. Усовершенствованной системой управления тренировки является система испытаний ИЭТ во время тренировки, то есть тестирование одновременно с электротренировкой (TDBI - test during burning) [8]. Поскольку тестирование выполняется при нахождении изделий в камере, нет необходимости снижать температуру в ней и вынимать ИЭТ для тестирования. Это означает, что общее время на ЭТТ и испытание короче, то есть увеличивается общая производительность. Некоторые отказы могут быть выявлены только с помощью системы TDBI, например, перемежающиеся или случайные сбои полупроводниковых запоминающих устройств (ЗУ), вызываемые воздействием одиночных альфа-частиц, испускаемых материалом корпуса ИС. Эта система позволяет точно сказать, в какой момент произошло нарушение контактирования изделия или замыкание в гнезде печатной платы. Фирма IBM сообщила, что система TDBI позволяет дополнительно отбраковывать до 20% от всего количества отказов по причине восстановления параметров после изъятия изделий из испытательного стенда тренировки [8]. В этом же сообщении говорится о том, что около 10% ИЭТ, проходящих стандартную динамическую тренировку, фактически избегают е╦ из-за неконтактирования. Правильно проводимая тренировка с использованием системы TDBI может снизить отказы РЭА в эксплуатации из-за ИЭТ, серийно выпускаемых длительное время, в 2 и в 11 раз - для одинаковых изделий. Провед╦нные исследования показали, что внедрение системы тестирования одновременно с ЭТ привело к сокращению времени тренировки на 85% для динамических ЗУ ╦мкостью 64 К. Кроме того, данные о неисправностях, полученные с помощью системы TDBI, помогли внести изменения в технологический процесс, что увеличило выход годных схем, и снизить время тренировки с 96 до 24 часов с одновременным снижением количества отбракованных изделий с 4% до 1,5% [8]. Тренировка электронных блоковПочему одна электронная схема работает на протяжении нескольких тысяч часов, в то время как другая, сконструированная по тому же принципу и построенная на тех же ИЭТ, выходит из строя за это же время несколько раз? Одна из основных причин этого различия связана с тем, что качество поставляемых ИЭТ может резко отличаться не только у разных поставщиков, но и в зависимости от партии даже одного поставщика. К сожалению, процесс изготовления ИЭТ никогда не соответствует строго теоретическому предписанию и, следовательно, имеют место небольшие дефекты, которые приводят к отказу изделия. В то же время, на начальных этапах изготовления РЭА наблюдаются отказы, причины которых часто не связаны с качеством ИЭТ. Большое число отказов обусловлено ошибками производственного персонала и перегрузками ИЭТ. Часть исправных изделий изымается из аппаратуры ошибочно. По мере наращивания объ╦ма изготовления РЭА, число этих отказов сокращается и возрастает доля количества отказов за сч╦т дефектов самих ИЭТ. Для повышения над╦жности РЭА изготовители аппаратуры должны вы-брать стратегию, то есть решить, на каком уровне следует проводить тренировку: РЭА, электронные блоки или платы и ИЭТ, или проводить е╦ на всех уровнях, или на некоторых из них не проводить вообще. К основным факторам, влияющим на выбор стратегии, относятся: занимаемое компанией (фирмой, предприятием) положение в области качества или желаемый уровень над╦жности выпускаемой РЭА, предполагаемый коэффициент отказов потенциально ненад╦жных ИЭТ, стоимость восстановления неисправностей в РЭА и стоимость тренировок на различных уровнях. Так, продолжительность тренировки зависит от энергии активации отказа и уровня температуры, а ИЭТ могут выдерживать ЭТТ при температуре 150ºС, электронные платы - при 60ºС, а РЭА - только при температуре 30√40ºС, в таком случае дефект с энергией активации 0,3 эВ проявляется в течение 500 часов при температуре 35ºС, за 215 часов при 60ºС и только при температуре 150ºС за 24 часа [9]. С уч╦том всех факторов, отбраковка ранних отказов на уровне ИЭТ быстрее и дешевле, чем на уровне плат или аппаратуры. Если потенциально ненад╦жные ИЭТ не будут отбракованы на ранней стадии, то они будут проявляться как ранние отказы позднее в процессе производства плат, блоков или в начальный период эксплуатации РЭА. И хорошо известное "правило десяти" здесь имеет место: что могло стоить 0,5 руб. для отбраковки ИЭТ, будет стоить 5 руб. на уровне платы, 50 руб. - на уровне РЭА и 500 руб. - при эксплуатации РЭА. Поэтому с экономической точки зрения, выгоднее обнаружить потенциально ненад╦жные изделия на стадии выходного контроля, чем после того, как оно установлено в аппаратуру. Некоторые фирмы придерживаются той точки зрения, что ЭТТ комплектующих ИЭТ следует проводить только в составе собранных блоков. Например, фирма General Motors Corp., внедрив ЭТТ блоков, получила всего 17% неисправностей из-за отказов изделий выпускаемых этой фирмой автомобильных радиопри╦мников. По данным фирмы, от 10 от 15% отказов, связанных с ИЭТ, объясняются грубыми производственными дефектами при изготовлении блоков: некачественная пайка или неправильная разводка проводов. Фирма Western Instruments не проводит ЭТТ ИЭТ, но подвергает тренировке готовые электронные блоки в течение 96 часов при температуре 50ºС с включенным питанием и рабочими сигналами. Практика показывает, что приблизительно через восемь месяцев большинство ИЭТ, вышедших из строя в начальный период эксплуатации, будет удалено. Этим объясняется необходимость проведения тренировки ИЭТ на входном контроле, в составе электронных блоков и в составе РЭА, чтобы в сумме эти испытания были эквивалентны первым восьми месяцам эксплуатации РЭА. ЭТТ электронных блоков и блоков РЭА позволяет выявить потенциальные дефекты, причиной которых могут быть ошибки, допущенные при монтаже изделий, пайке и т.п. Руководящим документом при проведении тренировки узлов и блоков в США является стандарт MIL-STD-781. Самой распростран╦нной тренировкой электронных блоков является термоэлектропрогон с подачей электрических (статических и динамических) режимов в наихудшем сочетании, то есть ⌠включено√выключено■. Сравнение статической и динамической тренировки блоков передатчиков для систем цифровой телефонной связи показало, что по выявлению ранних отказов динамическая тренировка является лучшей, чем статическая [9]. Как показывает практика, наилучший результат в системе отбраковочных испытаний электронных блоков достигается при комплексном воздействии. Например, фирма Digital Equipment сообщила, что после испытаний электрических плат универсальных компьютеров серии ISJ-11 и завершения диагностических и функциональных испытаний платы проходят ЭТТ в течение 100 часов, при этом температура изменяется в пределах от 0 до 50ºС каждые 8 часов. Высокий эффект выявления потенциально ненад╦жных ИЭТ в собранных электронных блоках достигается при использовании термоциклирования блоков под напряжением. При этом для каждого типа блоков необходим строго определ╦нный тепловой и временной режим термоциклирования под напряжением. Для блока усиления ВМ "Электроника ВМ-12" разработанная методика отбраковочных испытаний включала в себя следующие этапы воздействия [9]:
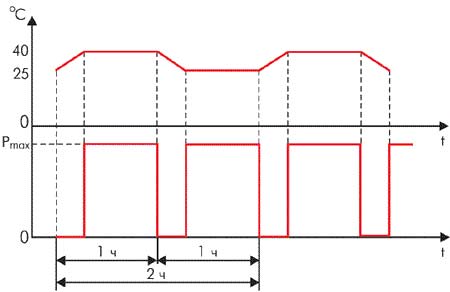
Эффективность такой тренировки блоков в количестве 900 штук составила после термоциклирования под напряжением 9%, после 24 часов ЭТТ - 3% вместо 5% применяемой ЭТТ в течение 72 часов. Одним из успешно используемых методов тренировки электронных бло-ков являются нагрузочные испытания с использования термоциклирования (НИТМЦ) [10]. Специалисты фир-мы Hewlett-Pack-ard (США) при запуске в производство мощной ЭВМ 9826А установили, что ЭВМ имеют высокий уровень отказов на начальном этапе эксплуатации, хотя их ЭТТ проводились при температуре 40ºС. После нескольких месяцев исследований длительность испытаний была сокращена пут╦м перехода к тренировке ЭВМ по методу НИТМЦ (рис. 1). Рисунок 1. Циклограмма тренировки ЭВМ 9826А методом НИТМЦ
Основная цель мощного нагрузочного цикла состоит в том, чтобы включить аппаратуру в периоды экстремумов температуры. Для сравнения эффективности метода НИТМЦ и обычной ЭТТ были взяты по 650 ЭВМ и проведены испытания. Такой размер выборки давал 90% доверительную вероятность. Результаты эксперимента приведены в табл. 1. Таблица 1. Число отказов при проведении испытаний методом НИТМЦ и обычной ЭТТ
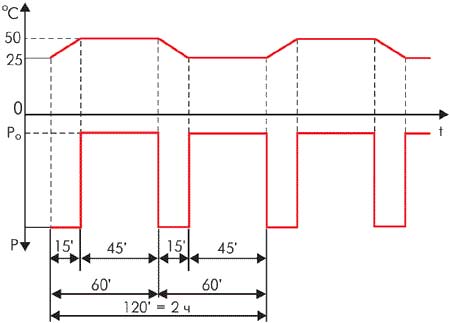
На этапе сдаточных испытаний 63% от общего числа отказов пришлось на ЭВМ, прошедшие обычную ЭТТ, и только 37% - по методу НИТМЦ. 63% складывались из 49,6% электрических, 9,4% механических и 4% прочих отказов, а 37% - из 27,4, 4, 7,5 и 42%, соответственно. Эффект от введения тренировки по методу НИТМЦ выразился в уменьшении общей стоимости ремонтов ЭВМ, в сокращении отказов при сдаточных испытаниях и в уменьшении рекламаций от потребителей, что дало за пять лет экономический эффект свыше 1,5 млн. долларов. С целью повышения эффективности ЭТТ блоков "Таймер" видеомагнитофона и снижении времени тренировки проведена работа по выбору НИТМЦ вместо проведения ЭТТ в течение 168 часов при температуре 50ºС [11]. На рис. 2 показано, как смещены мощностные и температурные нагрузки в цикле, равном по длительности 2 часам. Рисунок 2. Циклограмма тренировки блоков "Таймер" методом НИТМЦ
В течение четыр╦х месяцев проведены сравнительные испытания воздействия ЭТТ (168 часов) и НИТМЦ (24 цикла, то есть 48 часов) на 10 партиях по 60 штук. Сравнительные данные по тренировке различных блоков "Таймер" приведены в табл. 2. Таблица 2. Сравнительные данные по тренировке различных блоков "Таймер"
Внедрение метода НИТМЦ вместо ЭТТ на блоках "Таймер" да╦т повышение процента отбраковки потенциально ненад╦жных блоков; снижение времени тренировки более чем в 3 раза и повышение над╦жности блоков в эксплуатации. Литература
|